






- +8613859957860
- [email protected]
- No.11 Shuangfu Road, Tong’an District, Xiamen, China
Raw Material | 100% polypropylene |
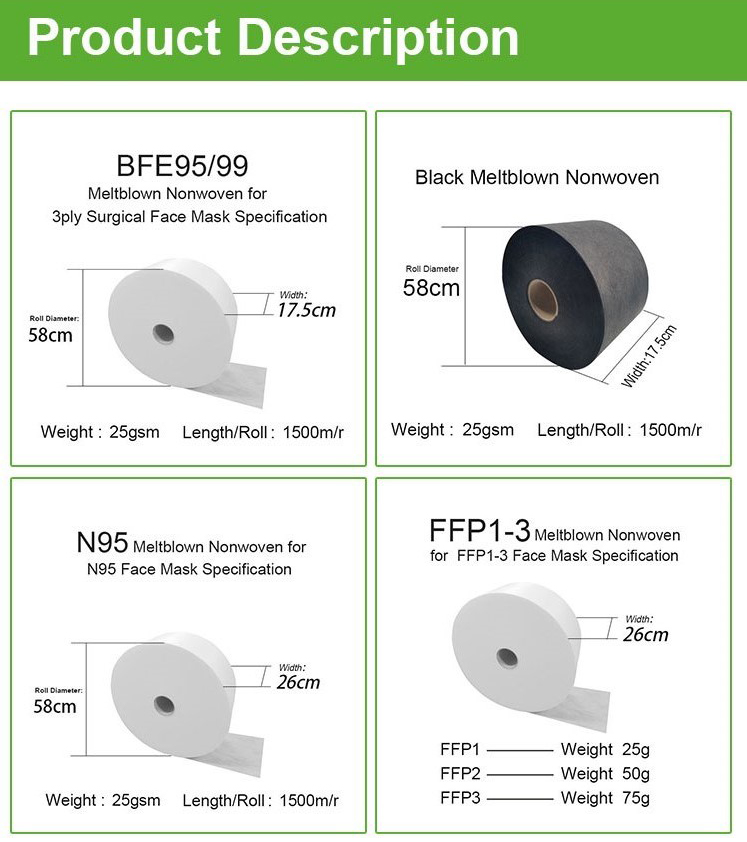
Width | 175mm, 260mm or customized |
Weight(GSM) | 25gsm, 50gsm or customized |
Packing | Packed in roll and protected by film |
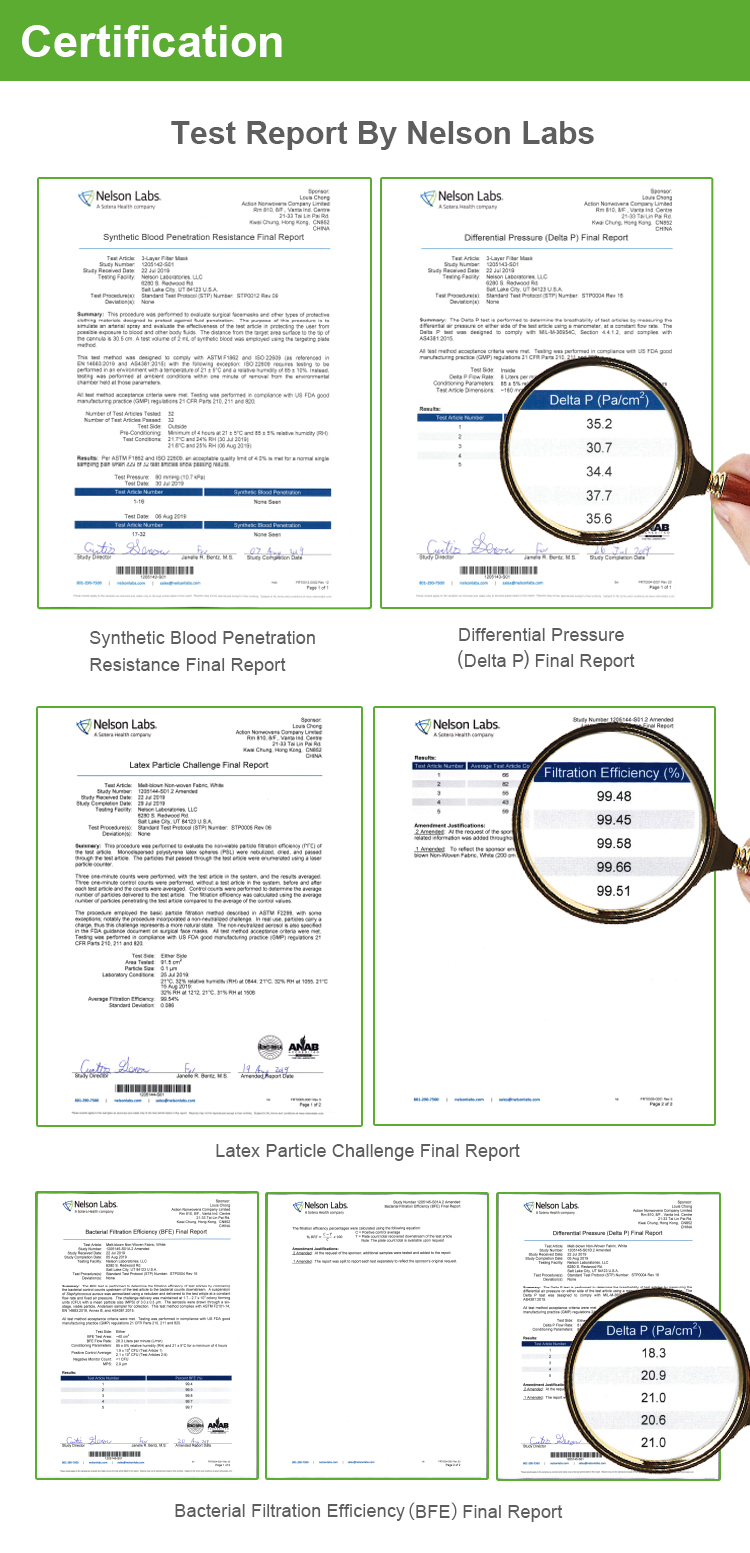
BFE | 99%~100% |
PFE | 95%~99% |
MOQ | 1000kg |
Our Capacity | 10 tons per day |
Meltblown nonwoven fabrics, particularly those with Bacterial Filtration Efficiency (BFE) ratings of 99% (BFE99) and 95% (BFE95), are essential components in various filtration applications. These fabrics are characterized by their ability to filter out bacteria and other particles, making them highly valuable in medical and industrial sectors.
Meltblown fabric is produced through a process where polymer resins, such as polypropylene, are melted and extruded through tiny nozzles while being blown by high-speed hot air. This process forms micro- and nanofibers, which are collected into a nonwoven sheet. The resulting fabric is highly porous and capable of filtering fine particles, which is why it is extensively used in producing medical masks, surgical masks, and respirators.
Antibacterial meltblown fabrics are treated to prevent the growth of bacteria, ensuring the material remains hygienic over extended use. This is particularly important in medical applications, where maintaining sterility is crucial. The high BFE ratings of these fabrics indicate their effectiveness in filtering out bacteria, with BFE99 filtering out 99% of bacterial contaminants and BFE95 filtering out 95%.
Medical Masks and Respirators: During the COVID-19 pandemic, the demand for high-quality meltblown fabrics skyrocketed due to their essential role in N95 respirators and other medical masks. These masks are designed to provide a barrier against airborne pathogens, protecting healthcare workers and patients alike.
Air and Liquid Filtration: Beyond medical uses, meltblown fabrics are also employed in air and liquid filtration systems. Their fine fibers effectively trap particles, making them suitable for use in HVAC systems, water purification, and industrial filtration.
Hygiene Products: The absorbent properties of meltblown fabrics make them ideal for disposable diapers, feminine hygiene products, and other personal care items.
Oil and Liquid Absorbents: In industrial settings, meltblown fabrics are used to clean up oil spills and other liquid contaminants. Their high absorbency allows them to retain liquids many times their weight, making them efficient in environmental protection efforts.
The production of meltblown fabric involves several steps:
The simplicity and efficiency of this process allow for high-volume production of meltblown fabrics, which can be tailored for specific applications by adjusting the polymer types, airflow speed, and collection methods
In summary, antibacterial BFE99 and BFE95 meltblown nonwoven fabrics are crucial in modern filtration due to their exceptional filtering capabilities and versatility. Their applications span from medical masks and respirators to industrial and environmental uses, highlighting their indispensable role in ensuring public health and safety.

Our robust production capacity and dedicated R&D team are geared towards saving your time, allowing you to seize the selling season. With six production lines dedicated to P.P. nonwoven fabric, our monthly output reaches an impressive 1300 tons.


Our sales team is well-versed in international trade, regularly participating in numerous domestic and international trade shows. Additionally, we leverage various online networking platforms to expand our presence and reach in the global market.
Ensuring a steady supply of raw materials, we commit to offering consistently stable pricing. This practice not only guarantees the mutual benefit of both parties involved but also serves as a risk-mitigation strategy in the dynamic landscape of nonwoven fabric trade. Our focus on securing ample raw material reserves empowers us to maintain pricing stability, fostering a reliable and enduring partnership that prioritizes mutual success and minimizes uncertainties associated with trade in this industry.


We boast a comprehensive quality management system alongside highly competitive pricing. Over 95% of our products, tailored to diverse fields, are exported to 30+ countries, meeting their specific requirements. Additionally, we have forged strong business partnerships with renowned global brands.
The OEKO-TEX® Standard 100 is an autonomous testing and certification protocol that covers textile raw materials, intermediates, and final products throughout their production stages. It encompasses various items eligible for certification, including clothing of all kinds, household textiles, bed linens, terry cloth items, textile toys, and more.

Find the more non-woven fabrics from our factory with free custom services at cheapest price.

